In production or industrial management, determining material integrity is a top priority. The quality of welding and other manufacturing processes ensures high performance. Our non-destructive Inspection (NDT) services detect defects in basic materials, products, installations and equipment. This allows you to prevent damage and associated costs from material failure. As a result, our NDT services help you achieve operational efficiency in compliance with applicable standards.
Radiographic Inspection
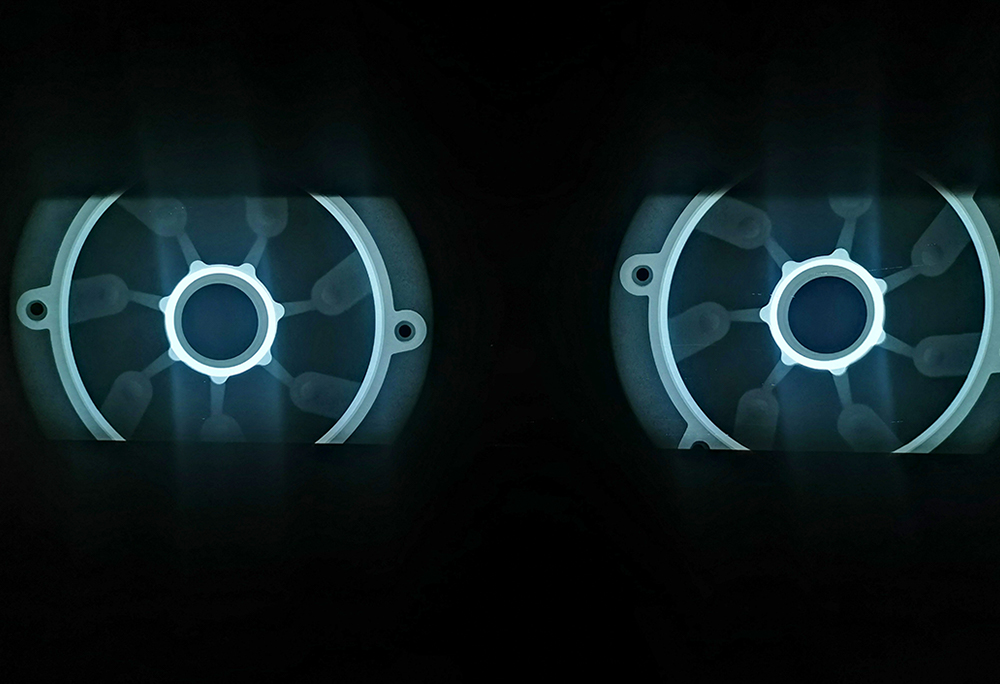
Radiographic examination from the volumetric methods of the non-destructive examination is used to detect internal defects in welded joints, casting, threshing and plastic products using natural radioactive isotopes (IR-192, SE-75, Co-60) or X-rays.
The beam that comes out of the radiation source penetrates the test piece and weakens at different ratios, falling onto the film placed behind the test piece. Because the concentrations of the discontinuities in the material and material are different, the discontinuities are displayed exactly in the film, as the X and Gamma beams are progressing linearly.
Radiographic examination from the volumetric methods of the non-destructive examination is used to detect internal defects in welded joints, casting, threshing and plastic products using natural radioactive isotopes (IR-192, SE-75, Co-60) or X-rays.
2-The beam that comes out of the radiation source penetrates the test piece and weakens at different ratios, falling onto the film placed behind the test piece. Because the concentrations of the discontinuities in the material and material are different, the discontinuities are displayed exactly in the film, as the X and Gamma beams are progressing linearly.
Radyografik Test çok hassas sonuçlar verir ve bu sonuçlar kalıcı olarak kaydedilebilir. Bütün malzemelere uygulanabilir.
The Radiographic Test produces very precise results and can be permanently saved. Applicable to all materials.
As it contains radiation as a disadvantage, it may be harmful to health if the necessary precautions are not taken. Exposure, bath and display of the film will result in a relatively slow technique. Also, the depth of the fault detected under the surface cannot be learned.
Some Standards used in the radiographic test:
EN ISO 5579 – Undestructive inspection – General principles for radiographic inspection with film and X or gamma rays of metallic materials
EN ISO 17636–1 – non-destructive testing of welding seams – Radiographic inspection – Part 1: Film X and gamma ray techniques
EN ISO 17636–2 – non-destructive testing of welding seams – Radiographic inspection – Part 1: X and gamma ray techniques with digital detectors
EN ISO 17636–2 – non-destructive testing of welding seams – Radiographic inspection – Part 1: Digital detectorsEN ISO 10675–1 with X and gamma ray techniques – non-destructive testing of sources – Acceptance levels for radiogram examination – Part 1: Steel, nickel, titanium and their alloys
EN 12681 – Cast – Radiographic exam
EN ISO 10893–6 – non-destructive testing of steel pipes – Part 6: Radiographic inspection of welding seam in welded steel pipes for detection of defects
EN ISO 10893–7 –non-destructive testing of steel pipes – Part 7: Digital radiographic inspection of welding seam in welded steel pipes for detection of defects
TS EN ISO 10042 – welding – Arc welded joints in aluminum and alloys – Quality levels for smoothness
AD 2000 – MERKBLATT HP 5/3: Manufacturing and testing connections – Non-destructive testing of welded connections.
ASME B31.8 Gas Transmission and Distribution Piping Systems
API 5L Specification for Line Pipe
API 653 Aboveground Storage Tank Inspector
API 1104 Welding of Pipelines and Related Facilities
Ultrasonic Examination
The ultrasonic Test is a volumetric non-destructive exam (NDT) method. The operating principle of the ultrasonic test is based on the return of the echo from the material’s rear wall to the instrument, producing short pulse sound waves with the reverse piezoelectric effect placed inside the probe. The echo coming back from a discontinuity within the workpiece appears as a peak on the instrument display.
The biggest advantage of ultrasonic testing is that discontinuities indicate their position in the material. When ultrasonic testing of welded metals, the position of discontinuities in the source root and in the pleasure zone can be determined. The thickness of the materials is also measured based on the ultrasonic test operating principle mentioned. It can also be used to detect volumetric errors in metallic or non-metallic materials and crack type surface errors.
The ultrasonic test is portable and results instantly. The disadvantage is that it can be applied for materials thicker than 8mm. It is also difficult to apply an ultrasonic method for ostenitic (coarse grains) materials.
Some Standards used in the ultrasonic test:
EN ISO 16810 – Disrupting inspection – Ultrasonic inspection: General rules
EN ISO 11666 – No-destruction inspection of sources – Ultrasonic inspection – acceptance levels
EN ISO 22825 – No-destruction inspection of sources – Ultrasonic examination – examining sources in Ostenithic steels and nickel-based alloys
EN ISO 12680–1 – Cast – Ultrasonic inspection – Part 1: General purpose steel castings
EN ISO 12680–2 – Cast – Ultrasonic inspection – Part 2: Steel cast compounds to be subjected to high stresses
EN ISO 12680–2 – Cast – Ultrasonic inspection – Part 2: Steel cast compounds to be subjected to high stresses
EN 10228–3 – non-destructive testing of steel tattoos – Part 3: Ultrasonic inspection of ferric or martenzitic steel tattoos.
EN 10228–4 – non-destructive testing of steel tattoos – Part 4: Ultrasonic inspection of ostenitic and ostebitic – ferric stainless steel tattoos
EN ISO 10893–8 – non-destructive testing of steel pipes – Part 8: Automatic ultrasonic inspection of bonded and welded pipes for detection of planar defects
EN ISO 10893–9 – non-destructive testingof steel pipes – Part 9: Automatic ultrasonic inspection of steel strips/plains used in the manufacture of welded pipes for the detection of planar defects
EN ISO 10893–10 – non-destructive testing of steel pipes – Part 10: Automatic full-environment ultrasonic inspection of bonded and welded steel pipes (except under-dust arc welded) for detection of longitudinal and/or transverse defects
EN ISO 10893–11 – non-destructive testing of steel pipes – Part 11: Automatic ultrasonic inspection of welding seam in welded steel pipes for detection of inline and/or longitudinal defects
TS EN ISO 10042 – welding – Arc welded joints in aluminum and alloys – Quality levels for smoothness
EN 10308 – non-destructive testing– ultrasonic inspection of steel rods
AD 2000 – MERKBLATT HP 5/3: Bağlantıların üretimi ve test edilmesi – Kaynaklı bağlantıların tahrip edici olmayan testi.
ASME B31.8 Gas Transmission and Distribution Piping Systems
API 5L Specification for Line Pipe
API 653 Aboveground Storage Tank Inspector
API 1104 Welding of Pipelines and Related Facilities
Manyetik Manyetik Test
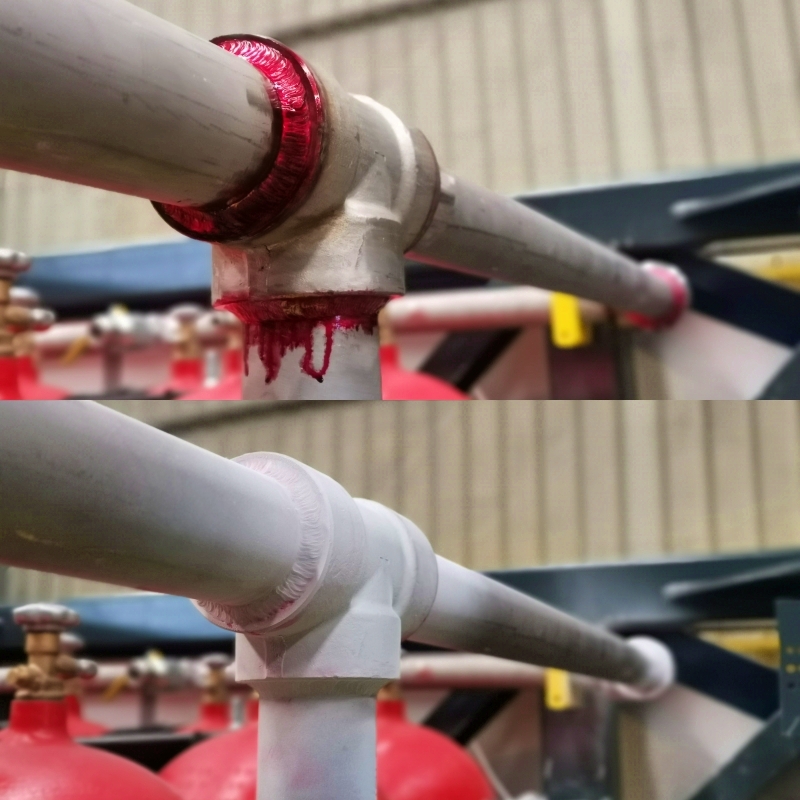
Magnetic particle testing (MT) is a NDT method for checking surface perfection of ferromagnetic materials. The basic logic is to magnetize the material to be tested. Magnetization is carried out by passing electrical current or direct magnetic flux through the part. This can be done using a hand held yoke, using an electrocoil, using a central conductor or using an action electrode. The test materials are ferrous, which contributes to the flow of the magnetic flow.
Defects and gaps on the surface and near the surface within the magnetic field prevent and deflect the flow of magnetic fields. This results in heavy leakage flux on the fault. When a liquid containing small magnetic particles is applied, these particles accumulate around the defects and make them visible to the naked eye. A white contrast agent is applied to the material before the test to make the defects more visible. Fluorescent fluid is used under ultraviolet (purple) light for high sensitivity. This requires a dark test environment.
The advantages of magnetic particle testing are:
Large surfaces can be inspected quickly, and the application will deliver immediate results.
Errors can be seen directly on the surface with their dimensions.
Relatively equipment is low cost.
It’s portability. If there is no power, the battery-powered yoke can be used.
There is no critical surface preparation and cleaning.
Apart from such benefits, it is an important limitation to apply only to ferromagnetic materials. Paint etc. it doesn’t work on the presence of coatings. Rough surfaces do not produce healthy results.
Some Standards used in the Magnetic Particle Test:
EN ISO 9934-1 2016 – non-destructive testing – Magnetic particle inspection – Part 1: General Rules
EN 1330-7 –non-destructive testing – Terms – Part 7: Terms used for magnetic particle inspection
EN ISO 17638 – non-destructive testingof sources – Magnetic particle test
EN ISO 23278 – non-destructive testing of sources – Magnetic particle testing – Acceptance levels
EN 1369 – Documentation – Magnetic particle inspection
EN 10228-1 non-destructive testing of steel tattoos – Part 1: Magnetic particle inspection
EN ISO 10893-5 – non-destructive testing of steel pipes – Part 5: Magnetic particle inspection of bonded and welded ferromagnetic steel pipes for surface defects detection
AD 2000-MERKBLATT HP 5/3 : Manufacture and testing of joints – Non-destructive testing of welded joints.
ASME B31.8 Gas Transmission and Distribution Piping Systems
API 5L Specification for Line Pipe
API 653 Aboveground Storage Tank Inspector
API 1104 Welding of Pipelines and Related Facilities
Liquid Penetrant Test
Liquid Penetrant Test (PT) is used to locate cracks in the surface. Penetration testing can be applied for a wide variety of materials: Non-metallic, non-magnetic, non-magnetic and non-conductive and non-conductive. Examples of metallic materials that can be tested include aluminum, magnesium, titan, copper, brass, bronze and many alloys; examples of non-metallic materials include ceramics, plastic and glass. This method uses the capillary effect principle. A low-viscosity liquid paint is applied to the test part. Due to its low viscosity, it is well drawn to discontinuities on the surface. After sufficient penetration time, excess fluid is rinsed. After drying, a chalk-like developer (developer) is applied, and the developer makes the penetrating paint vomit out (pull). The defect becomes visible so that it can be interpreted by the operator. Fluoride penetrant is used under ultraviolet (purple) light for high sensitivity. This requires a dark test environment.
Every liquid penetrant exam to be performed has features that penetrant fluids must provide. These are:
The test piece easily spreads across its surface.
The doors enter the discontinuity by effect.
In intermediate cleaning, it is easily removed from the surface of the part, but remains within the discontinuity.
Maintains the liquid state in the exam, and it is easy to reabsorb.
The fluorescent feature makes it easy to recognize, providing high visibility.
It does not deform the part.
It wouldn’t hurt the operator.
In addition, the fluid penetrant examination is generally prominent as an economic, portable, fast method. It is very sensitive to adjacent discontinuities and all discontinuities on the surface can be identified by a process.
Some Standards used in the Liquid Penetrant Test:
TS EN ISO 3452-1 – non-destructive testing– Penetrant inspection – Part 1: General rules
EN ISO 23277 2015 – non-destructive testing of sources – penetrant inspection of sources – acceptance levels
TS EN 1371-1 2012 – Documentation – Liquid penetrant inspection – Part 1: Sand, pressure-free and low pressure die
TS EN 1371-2 2015 – Documentation – Liquid penetrant inspection – Part 2: Sensitive documents
EN ISO 10228-2 – non-destructive testing of steel tattoos – Part 2: Penetrant inspection
EN ISO 10893-84 – non-destructive testing of steel pipes – Part 4: Fluid penetration inspection of bonded and welded steel pipes for surface defects detection
TS EN ISO 10042 – welding – Arc welded joints in aluminum and alloys – Quality levels for smoothnesAD 2000-MERKBLATT HP 5/3 : Manufacture and testing of joints – Non-destructive testing of welded joints.
ASME B31.8 Gas Transmission and Distribution Piping Systems
API 5L Specification for Line Pipe
API 653 Aboveground Storage Tank Inspector
API 1104 Welding of Pipelines and Related Facilities
Visual Examination
Visual testing (VT) involves visual observation of the surface of the test piece to assess the presence of surface discontinuities such as corrosion, misalignment of parts, physical damage and cracks. Visual tests can be performed directly from the test piece or using optical tools such as magnifying glass, mirror, borescope and computer-aided imaging systems. Visual inspection can be applied to examine the documents, tattoos, processed parts and resources and is used in all branches of the industry.
In examinations, depending on the shape of the material, structure, accessibility of the area to be examined, it can be applied using auxiliary tools such as endoscope, mirror, borescope, etc.
The visual inspection appears as a simple method, but is an important method of examination. Other non-destructive inspection methods must be carried out prior to application.
If the visual inspection is done before, during and from the source, discontinuities can be identified without the need to apply other non-destructive inspection methods and overcost is avoided, time savings are provided.
Some Standards used in the Visual Test:
EN 13018 – non-destructive testing – Visual inspection – General rules
EN 1330-10 non-destructive testing – Terminology – Part 10: Terms used for visual inspection
EN ISO 17637 – non-destructive testing of melting sources – Visual inspection of melting welded joints
EN ISO 5817 – welding – Steel, nickel, Titanium and their alloys due to melting (excluding the source of the bundle) mergers – quality levels for defects)
TS EN ISO 10042 – welding – Arc welded joints in aluminum and alloys – Quality levels for smoothness
ISO 11971 – Visual inspection for the surface quality of steel sheets
AD 2000-MERKBLATT HP 5/3 : Manufacture and testing of joints – Non-destructive testing of welded joints.
ASME B31.8 Gas Transmission and Distribution Piping Systems
API 5L Specification for Line Pipe
API 653 Aboveground Storage Tank Inspector
API 1104 Welding of Pipelines and Related Facilities
Visual test (VT)
Corrosion involves visual observation of the surface of the test piece to assess the presence of surface discontinuities such as parts misalignment, physical damage and cracks. Visual tests can be performed directly from the test piece or using optical tools such as magnifying glass, mirror, borescope and computer-aided imaging systems. Visual inspection can be applied to examine the documents, tattoos, processed parts and resources and is used in all branches of the industry.
In examinations, depending on the shape of the material, structure, accessibility of the area to be examined, it can be applied using auxiliary tools such as endoscope, mirror, borescope, etc.
The visual inspection appears as a simple method, but is an important method of examination. Other non-destructive inspection methods must be carried out prior to application.
If the visual inspection is done before, during and from the source, discontinuities can be identified without the need to apply other non-destructive inspection methods and overcost is avoided, time savings are provided.
Some Standards used in the Visual Test:
EN 13018 – non-destructive testing– Visual inspection – General rules
EN 1330-10 non-destructive testing – Terminology – Part 10: Terms used for visual inspection
EN ISO 17637 – No-destruction inspection of melting sources – Visual inspection of melting welded joints
EN ISO 5817 – welding – Steel, nickel, Titanium and their alloys due to melting (excluding the source of the bundle) mergers – quality levels for defects)
TS EN ISO 10042 – welding – Arc welded joints in aluminum and alloys – Quality levels for smoothness
ISO 11971 – Visual inspection for the surface quality of steel sheets
AD 2000 – MERKBLATT HP 5/3: Kaynaklı eklemlerin üretimi ve testleri – Kaynak eklemlerin yıkıcı olmayan testi.